某些形状、尺寸、重量特殊的工件,常常需采取一些相应的特殊检验工艺或设备,举例如下:
一:弹簧磁粉检测
弹簧能够发生大量弹性变形,从而吸收冲击能量和缓和冲击与震动,它受交叉载荷作用。破坏的主要原因是反复疲劳载荷。弹簧上的缺陷会导致大的机械事故,所以弹簧检验极为重要。
弹簧分压缩弹簧和拉伸弹簧两种。1. 压缩弹簧
压缩弹簧如图8-28所示。对压编弹簧的磁粉检测应作如下考虑;
(1)为了检测压缩弹簧钢丝上的纵向缺陷,应将弹簧钢丝夹在两磁化夹头之间,如图8—28a 所示:或将弹簧套在一个长度略短于弹簧的绝缘木棒或胶木棒上,使弹簧钢丝两端被夹在两磁化夹头间,使电流沿弹簧钢丝通过进行磁化,如图8—28b所示,这样做的目的是用绝缘棒支撑磁化夹头的距离,使弹簧不致过于压缩。连续法电流用I=8D、制磁法电流用1=25D、D是弹簧钢丝直径。
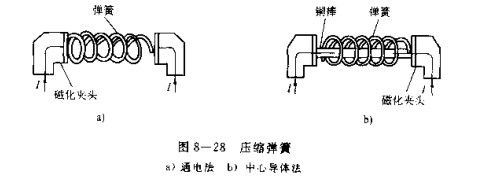
(2)对弹簧用中心导体法进行周向磁化,以检测与弹簧钢丝成一角度的横向缺陷,灵敏度较低。连续法电流用I=8D,剩磁法电流用I=25D(D是弹簧的外直径)进行近似计算或用标准试片试验确定磁化规范。
(3)根据材料的热处理状态和磁特性,选用湿连续法或湿式剩磁法栓测。
(4)弹簧钢丝上经常出现的纵向缺陷有裂纹、发纹、拉痕等,一般可通过打磨排除。横向缺陷对弹簧的疲劳强度影响较大,处理时应慎重。
(5)弹簧退磁困难,用线圈法退磁时,应边转动边拉出。
CXW-6000圆柱弹簧自动探伤机可进行复合磁化,检测效果较好,
2.拉伸弹簧弹簧
拉伸弹簧如图8-29所示。对拉伸弹簧的磁粉检测应作如下考虑:
(1)为了检测拉伸弹簧钢丝上的纵向缺陷,应首先在拉力机上将弹簧拉开、再将弹簧用绝缘棒支撑,将弹簧两
图8-29 拉伸弹簧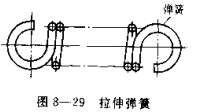
端头夹在探伤机两磁化夹头之间,进行通电法磁化。连续法电流用I=8D,刺磁法电流用=25)、D是弹簧钢丝直径。
(2)为了检测拉伸弹簧钢丝上的横向缺陷,应在拉力机上拉开弹簧,在每圈之间夹上绝缘垫片,再采用中心导体法磁化。连续法电流用I=8D,刺磁法电流用I=25D(D是伸簧的外直径)进行近似计算热用标准试片进行试验来确定磁化规范。拉伸弹簧这样磁化检测存在的缺点是:在弹簧钢丝与绝缘片交界处用连续法检测时,局部观察不到磁痕,所以最好用剩磁法。
(3)常见的缺陷和退磁方法与压编弹簧相同。
二:板弯型材磁粉检测
板弯型材是用轧板机将钢板轧成的型材,材料是Cr17Ni7沉淀硬化不锈钢,板厚为0.8 mm。其工艺的优点是:钢板在软化状态下成型,然后田火沉淀硬化。
这种工件磁粉检测时应作如下考虑:(1)检测工序应安排在回火沉淀硬化以后。
(2)缺陷只存在于轧制线的两条棱上和两端面倒角处。因为横上在轧制时受的是拉力,当例角小、塑性变形不良时,原材料上的小缺陷会被扩大,产生纵长裂纹;内倒角受的是压力,不容易产生缺陷;两端面倒角处加工粗糙度高,轧制时又受到内挤外拉的力,容易产生缺陷。
(3)由于工件壁很薄,采用轴向通电法会引起烧伤或变
电流
形,触头法磁化同祥会引起烧伤。
(4)将工件放在铜棒或铜板上,用平行磁化法磁化,可避免烧伤和变形。板弯型材的平行磁化如图8-30所示。
板弯型材的平行磁化图8-30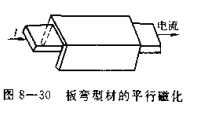
(5)要保证梳上受检部位至少有2400A/m的磁场强度,即保证标准试片上磁痕显示清晰。
(6)这种钢材磁性较差,又要求检查出微小缺陷,所以应采用湿连续法检测。
三:滚珠磁粉检测
滚珠表面粗糙度低,不允许用夹持通电的方法。采用感应电流法可实现无电接触,首先把滚珠当作立方体,然后在X、Y,Z三个方向分别进行周向磁化和检测。



